
Chemical-free water treatment ensures efficiency and reliability for Redcentric Data Centre
IWTM were selected by CBRE to improve the water quality for the 188,000 litre cooling circuit, to VDI 2035 standards.

“Inside Redcentric Data Centre”
IWTM's Chemical-Free Approach
CBRE's client, Redcentric, purchased their Heathrow data centre and it needed updating for efficiency and reliability.
The client had identified that the aged and tired chillers needed replacing with modern, reliable models that also have lower running costs, part of these works included the installation of dry air coolers to reduce the cooling load on the chillers.
The chiller manufacturer’s set criteria for the water quality requirements replicated the VDI2035 standard for chemical-free water treatment, without this standard being met there would not be any warranty on the chillers. IWTM’s chemical-free water treatment was selected for the 188,000 litre cooling circuit.
| Starting Figures | Chiller Manufacturers Target | |
| pH | 5.7 | 8.2 - 10 |
| Hardness | 420 | 10 - 200 |
| Chloride | 61 | 10 |
| Dissolved O2 | Not stated in report | 0.1 |
| Conductivity | 2162 | 800 |
CBRE had been working with Redcentric looking at different solutions as to how to clean the system with several water treatment companies, and the costs were escalating due to not being able to obtain a wastewater license to discharge the system water, to start the cleaning process. The costs for tankers alone was in excess of £250k. The caveats from the water treatment companies did not provide any assurance or warranty that after all the expense of cleaning, that the standards would be met and maintained and further works and expenditure may well have been required if their proposals did not work.
IWTM had previously carried out successful work for CBRE on a high-profile site in Canary Wharf London, overseen by the Director of Engineering from the US office. This was for a LTHW project and the criteria was to get the water to VDI2035 standards so boilers that had failed after only two months of installation could be replaced and the manufacturers warranty could be validated.
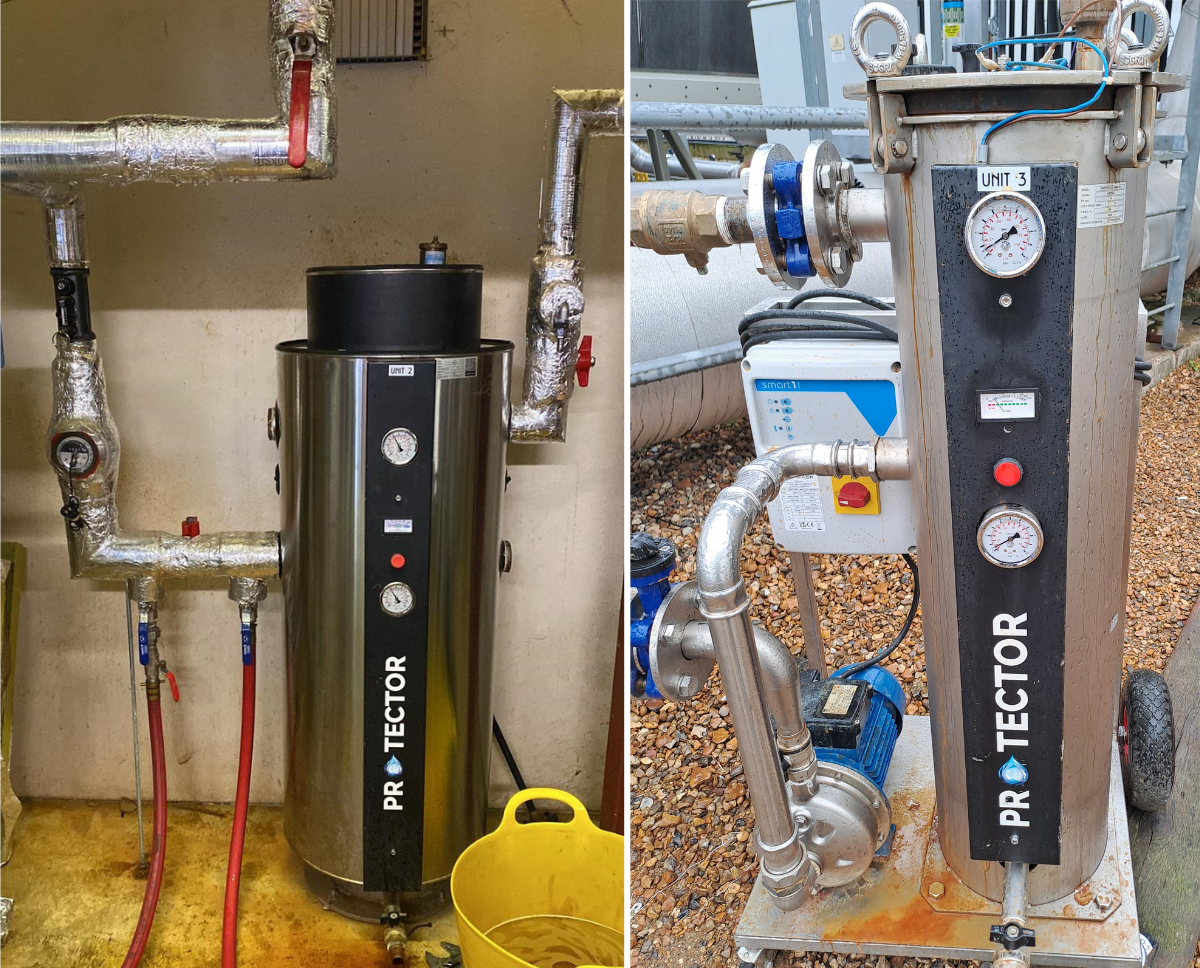
The Protectors and Skids were installed and left to get to work, breaking down the chemical cocktail sludge which can only be described as like a pea soup. This sludge initially blocked the filters every day, something we had not experienced before on any system. As time passed, the regular cleaning of the filter and anodes gradually became less frequent, before a filter clean was needed. The indication to clean is on the differential manometer gauges on the front of the Protector which show a pressure difference when cleaning is needed.

“Sludge blocking filters” “Chemical cocktail sludge”

“Change over valve sets”
This system also had complications due to having a duty/standby circuit that changed over every 5 days, so just as we were bringing the conductivity down, we lost circulation and swapped to the other circuit for 5 days, this created delays in the time taken to achieve our results as we were effectively cleaning two networks.
After the initial 3 weeks of rinsing and monitoring the progress, another 3 additional weeks of rinsing was planned, due to the upcoming connection date of the new chillers.
This was a stubborn system, and although we successfully broke down and removed the chemical sludge, kept lowering the iron, and the system water turned clear, the conductivity was
lowering slowly.
It was decided to do one week of ion exchange resin rinsing, and leave it for one week to allow the pH to increase and just clean the filters and anodes in the alternate weeks.
We did this rotation for 12 weeks in total, and during this time, while the chemicals were being depleted the corrosion rate of the system continually improved, as did the reliability of the system.

"IWTM ClearView Monitor"
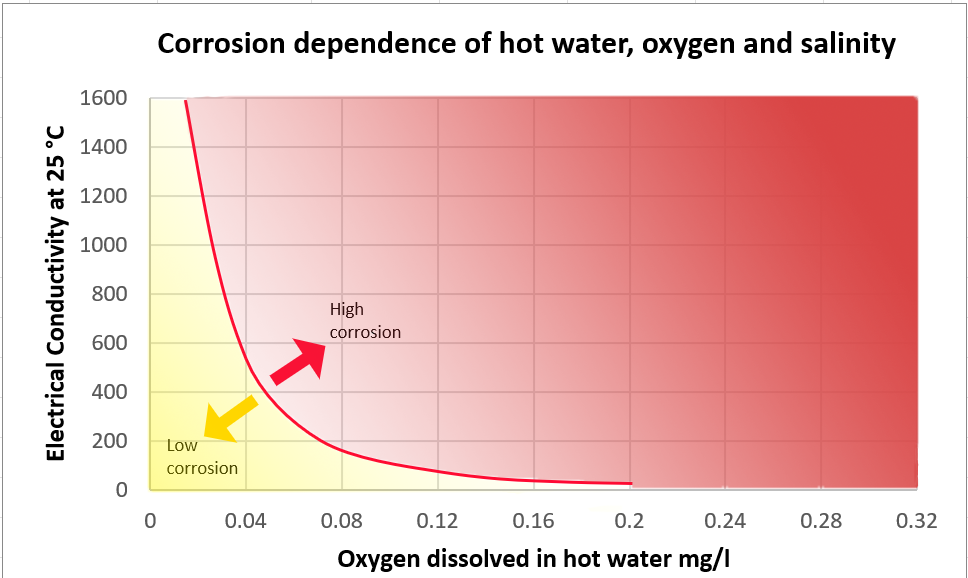
There is a direct relationship between the conductivity of the water and the permissible level of dissolved oxygen.
The lower the dissolved oxygen level is, the higher the conductivity can be. The requirement for the chiller manufacturer was 800 uS/cm and 0.1 mg/l dissolved oxygen.
At the point of the chillers being installed, we achieved a conductivity of 1252 and a dissolved oxygen level of 0.02, ensuring the system was in a low corrosive state. Since then, the conductivity continues to decrease with the ongoing engineering of water by the IWTM™ Protectors.
This was acceptable to our standards, VDI2035, the chiller manufacturer and ultimately the client. The Resus real time corrosion monitoring also confirmed that the system was now in a non-corrosive state before the chillers were introduced.
In May 2023, members of the CBRE data team had a presentation on IWTM technology about our chemical-free approach and our ability to clean systems to VDI2035 standards without the need for a discharge license or emptying or flushing of the system. This was at the same time that solutions were being sought for their client’s dilemma.
A site survey was carried out and a solution was prepared to present to Redcentric. This solution was to follow the same format as the Canary Wharf but on a larger scale.
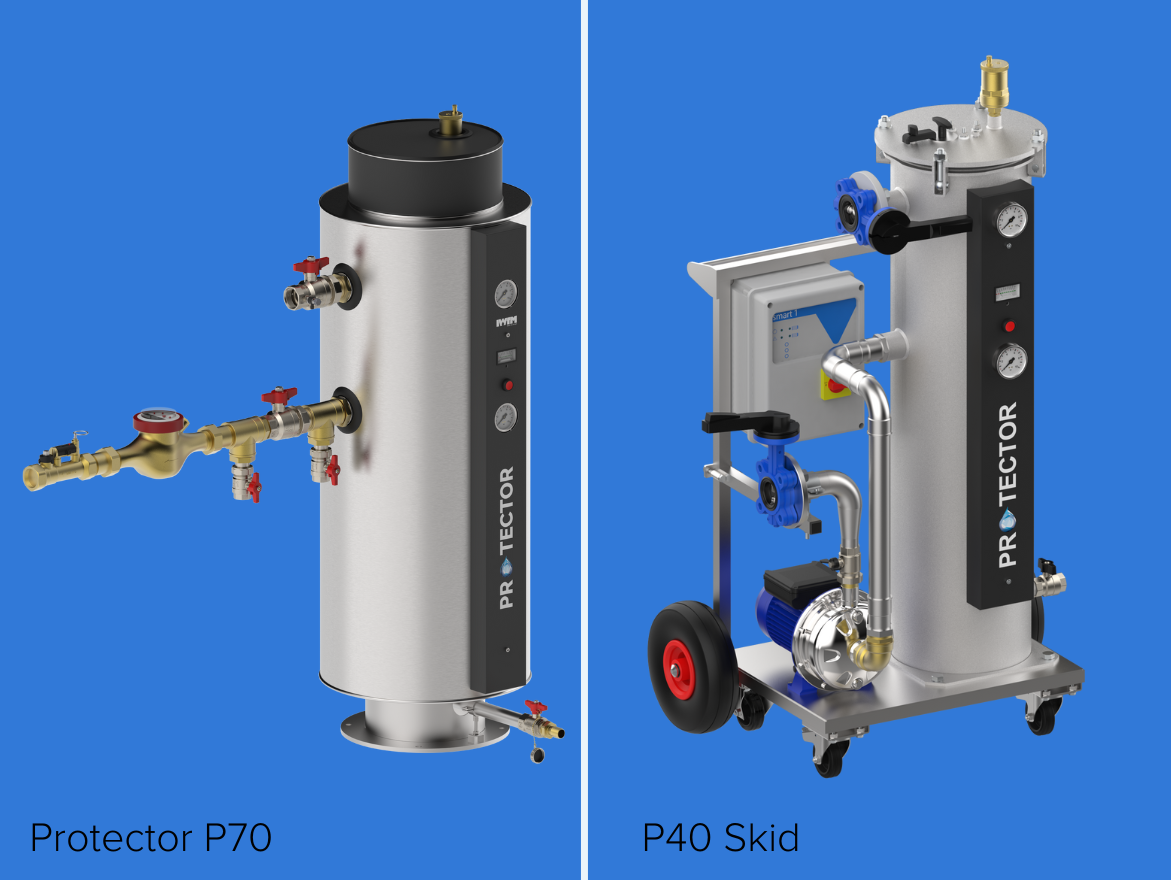
4 x Protector P70’s were selected for ease of installation to the congested pump rooms and to give a spread across the primary and secondary side of the cooling. 2 additional temporary Protector P40 mobile skids were added to the networks to provide additional anode power during the clean up stage and additional filtration, so together with the 4 x P70 filters there were 6 filters in total with the P40’s capable of filtering down to 1 micron.
After 4 weeks of circulation, cleaning and filtration, we then started ion exchange resin rinsing. This is where the contaminated system water is diverted though our mobile resin device, the high conductivity system water enters the resin bed and chemical and system debris is left behind and encapsulated within the resin effectively demineralising the water and sending 0 uS/cm (conductivity) water back into the system, this process is constantly repeated until the water entering the mobile resin device is at our low conductivity target.
As well as the two types of resin (Prime and Prime pH) providing our demineralised filling water to comply with VDI2035, the specific anion mix of our resins make them extremely effective at stripping out chemicals.
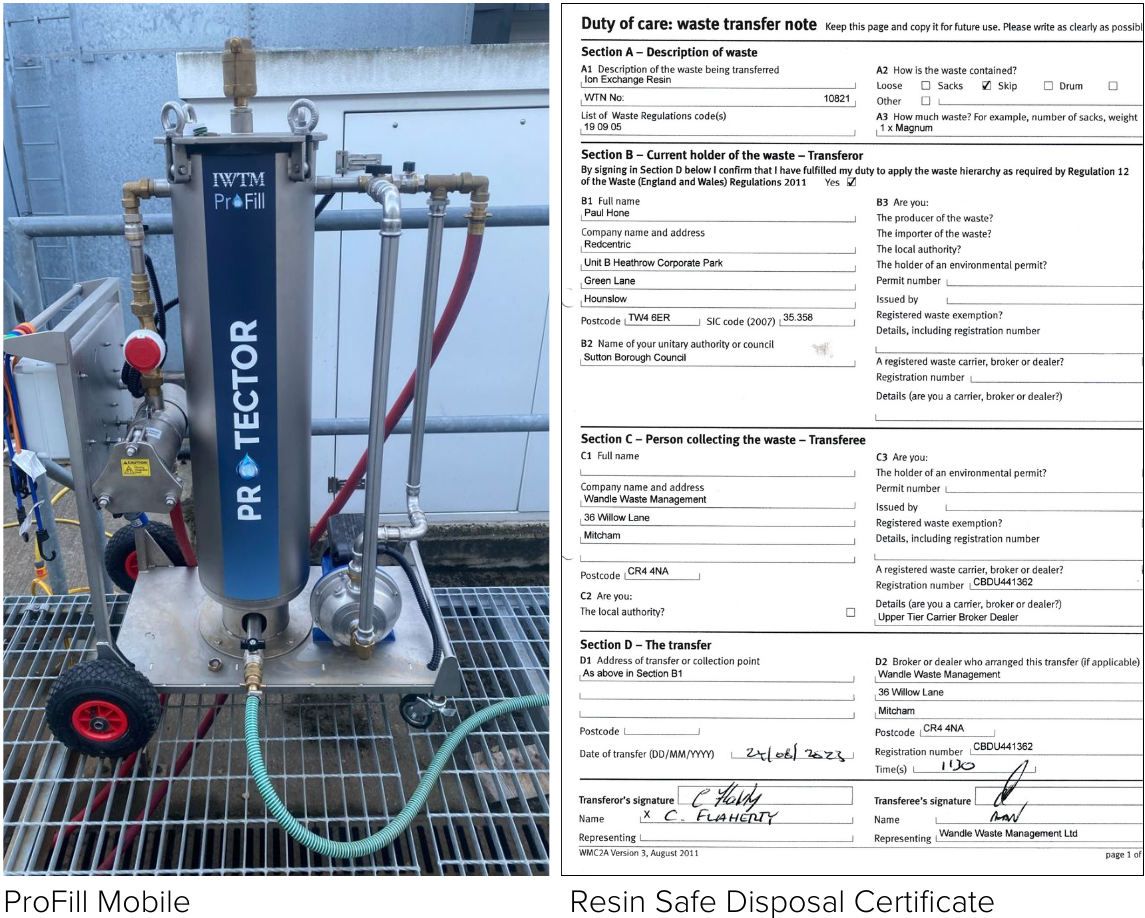
The expired resin is bagged and sent to a waste-to-energy incinerator power station for safe disposal and a certificate of environmental disposal is provided.
The resin rinsing was costed in 1000 litre amounts and one week of labour modules, with an initial proposal of 3 modules to see what could be achieved. This is because there are too many unknowns on a contaminated system, like the chemical cocktail make up, the level of biofilms and how thick the debris is on the walls of the pipes. Our process effectively polishes the insides of the system, so all this comes out as we lower the conductivity and increase the pH.
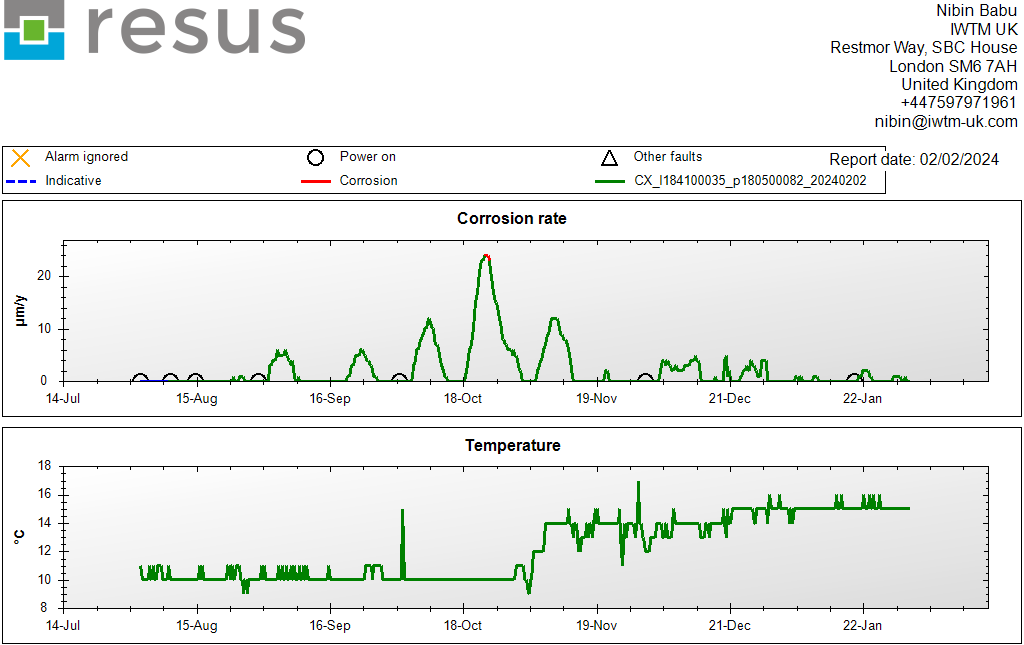
During the cleaning works we used a Resus real time corrosion monitor to demonstrate how we changed and controlled the corrosive state of the water.
At the end of the cleaning works, our ClearView monitor was installed for ongoing monitoring and compliance with VDI2035.
The client was then able to integrate the new chillers and dry air coolers to start reducing their energy consumption.
Our savings for the client on the clean-up of the system amounted to £500k before the energy savings.

"Resus real time corrosion monitor"
Case studies


clean, prevent, protect
Contact us to discuss how our chemical-free water treatment solutions can deliver instant ROI